
復(fù)合膜食品包裝的滲透和泄漏檢測分析方法
點(diǎn)擊數(shù): 2360 發(fā)布時間: 2014-07-21 18:36:00 信息來源: 塑料包裝
摘要 本文對包裝的滲透和泄漏進(jìn)行了分析,提出應(yīng)從包裝材料、包裝過程、運(yùn)輸和銷售全過程考察包裝的密閉性能的觀點(diǎn)。對于目前國內(nèi)外常見的氧氣透過率、水蒸汽透過率的檢測方法進(jìn)行了分析比較,指出了它們的優(yōu)缺點(diǎn)和實(shí)際操作過程中的一些問題,文章還給出了常用的泄漏檢測方法,并對泄漏產(chǎn)生的原因進(jìn)行了論述。
關(guān)鍵詞 包裝 泄漏 氧氣透過率 水蒸汽透過率 測試方法
一、概述
包裝除了美觀和物理防護(hù)外,其最重要的性能就是密閉性能,水蒸汽或氣體進(jìn)入或泄出包裝的途徑有三種:滲透和泄漏。
滲透是指氣體或水蒸汽從高濃度區(qū)進(jìn)入表面,通過向材料的擴(kuò)散,而又從低濃度區(qū)的另一表面解吸,滲透的速度與包裝材料的結(jié)構(gòu)、厚度、厚度均勻性、溫度、濕度等有關(guān),同時也與擴(kuò)散劑的種類有關(guān)。滲透對于包裝件來說有二種,一是穿通包裝材料的滲透,另一穿過包裝件中包裝材料結(jié)合處的滲透(如:熱封的封口部分的熱合處)。后一種滲透一般較小,往往容易被人們所忽視,但在某些特定條件下,對包裝件的整體密封性可能會有很大的影響。對于高阻隔性的包裝,為了整個包裝件有較高的密閉性能,減少熱封處的滲透,封口應(yīng)有足夠的寬度,使用的熱封材料必須要有一定的阻隔性能。
泄漏是與滲透完全不同的兩個概念。
泄漏是指水蒸汽或氣體通過材料的裂縫、微孔或兩材料間的微小間隙而泄出或進(jìn)入包裝,它是對流(總壓力梯度引起的強(qiáng)制流動)和擴(kuò)散(濃度梯度引起的分子運(yùn)動)兩種作用共同組成的。泄漏的速度取決于泄漏孔隙的大小、包裝件內(nèi)的壓力、擴(kuò)散劑的種類以及環(huán)境的溫度、濕度等。為了減少泄漏,對于機(jī)械結(jié)合密封的包裝件來說,機(jī)械密封外應(yīng)有足夠且能持久的壓力,機(jī)械密封界面必須具有足夠的表面光潔度和相應(yīng)的尺寸精度,兩機(jī)械密封材料中最好有一種材料具有一定的彈性和較小的永久變形。對于熱封密閉的包裝,為了避免熱封處的泄漏,必須要有良好的包裝機(jī)械,控制好熱封的時間、溫度、壓力以及冷壓的時間、壓力、溫度等,同時熱封層的厚度及包裝材料的厚度也必須適當(dāng)。當(dāng)然包裝袋的形式也對泄漏有很大影響,一般三邊封袋要比中封袋、風(fēng)琴袋、自立袋等發(fā)生泄漏的機(jī)率較小。
作為一個包裝件,因?yàn)闈B透和泄漏兩者都可能同時存在的,所以大多數(shù)包裝件的測試結(jié)果都是滲透和泄漏總和。在包裝設(shè)計和應(yīng)用中,將泄漏和滲透區(qū)分開來是很重要的,因?yàn)?/span>在整個包裝的密閉性中,往往其中一種為主要影響因素。但是應(yīng)清楚:不論泄漏是否主要因素,在一個包裝中確定是否存在泄漏以及了解泄漏的位置、泄漏率,對整個包裝的設(shè)計制造都是相當(dāng)重要的。我國主要偏重于材料的滲透性(氧氣和水蒸汽)的測試,缺少對包裝件和產(chǎn)品的整體密閉性能的檢驗(yàn)方法。對于包裝件的泄漏,也僅有一些定性的檢驗(yàn)方法。有些產(chǎn)品的包裝,包裝材料的測試結(jié)果是令人滿意的,但在應(yīng)用過程中卻常常不如意,這是因?yàn)榘b材料在其成型、充填、熱封、殺菌以及貯存、運(yùn)輸、銷售等過程中,材料的阻隔性能會發(fā)生變化,同時也會產(chǎn)生新的泄漏。由于最可靠的產(chǎn)品密閉性能都是靠最后的包裝成品的測試來獲得的,筆者認(rèn)為,只要有可能就應(yīng)該對包裝件,而不僅僅對包裝材料進(jìn)行試驗(yàn),這樣才能給包裝一個真實(shí)的評價。
二、包裝的滲透
包裝的滲透性能一般分為氣體透過率和水蒸汽透過率二類,而氣體透過率一般又以對包裝物影響較大的氧氣為代表。
1.氣體透過率的檢測
目前國內(nèi)外常用的氣體滲透性的測試方法見表1,從測試原理來分,有壓差法和通過電量分析傳感器的成份分析法兩類。
表1氣體滲透性的測試方法
|
測試方法 |
測試方法名稱 |
樣品類型 |
擴(kuò)散劑 |
測試方法 |
測試條件 |
|
ASTM D726—1999 |
非疏松的紙對空氣抗透性的標(biāo)準(zhǔn)測試方法 |
材料 |
空氣 |
體積變化 |
1.2Kpa和3.0Kpa,另一測的壓力不作規(guī)定 |
|
ASTM D1434—1998 |
測定塑料薄膜和片材氣體 滲透率的標(biāo)準(zhǔn)測試方法 |
材料 |
任何氣體
|
壓力或體 積變化 |
23℃±2℃RH=0% |
|
ASTM D3985—1995 |
用電量分析傳感器測量塑 料薄膜或薄片透氧率的標(biāo) 準(zhǔn)測試方法 |
材料 |
氧氣 |
電量分析 傳感器 |
溫度、溫度不作規(guī)定 |
|
ASlM F1927—1998 |
用電量分析傳感器在可控 的相對溫度下測量阻隔材 料的氧氣透過率 |
材料 |
氧氣 |
電量分析 傳感器 |
溫度、濕度不作規(guī)定 |
|
ASTM F1037—1990 |
用電量分析傳感器測量干 燥包裝件的氧氣透過率的 標(biāo)準(zhǔn)試驗(yàn)方法 |
包裝件 |
氧氣 |
電量分析 傳感器 |
濕度RH=O% |
|
GB/T 1038—2000 |
塑料薄膜和薄片氣體透過 性試驗(yàn)方法——壓差法 |
材料 |
氣體 |
體積變化 |
高壓為1.0×1dpa,RH一0%.溫度未作規(guī)定 |
|
JIs K一7126 |
用電量分析傳感器測量包 裝材料的氧氣透過率 |
材料 |
氧氣 |
壓力或體 積變化 |
溫度、濕度不作規(guī)定 |
|
JIS Z一1707—1995 |
食品包裝用塑料薄膜 |
材料 |
氣體 |
壓力變化 |
一般為20℃,濕度RH=0% |
壓差法的測定原理是用試驗(yàn)薄膜隔成兩個獨(dú)立的空間,將其中一側(cè)(高壓室)充人測定用氣體,而另一側(cè)(低壓室)則抽真空,這樣在試樣兩側(cè)就產(chǎn)生了一定的壓差,高壓室的氣體就會通過薄膜滲透到低壓室,通過測量低壓室的壓力或體積變化就可以得出氣體的滲透率。壓差法具有簡單的、方便、可以測定各種氣體,以及儀器設(shè)備價格較低等優(yōu)點(diǎn)。我國唯一的氣體透過率國家標(biāo)準(zhǔn)GB/T 1038—2000就是采用了壓差法,我國目前企業(yè)和事業(yè)單位所使用的氣體透過率測試儀器也基本上是壓差法的儀器。但我們從實(shí)驗(yàn)原理和儀器的使用實(shí)踐中都可以發(fā)現(xiàn)壓差法具有如下明顯的特點(diǎn):
①壓差法的測試條件為:高壓室的擴(kuò)散劑是絕對干燥的氣體。實(shí)驗(yàn)中的相對濕度RH=0%,而許多包裝在使用中,環(huán)境的相對濕度并非為RH=0%,有些材料(如PA、EVOH等)的氣體透過率還與環(huán)境的濕度有很大的關(guān)系。
②壓差法的測試條件為中低壓室是真空。在實(shí)際包裝中僅真空包裝符合這種條件,常見的包裝內(nèi)外壓力是基本相等的。同時該測試結(jié)果是氣體分子在氣壓差和濃度差的雙重作用下透過試驗(yàn)薄膜時,因而測量結(jié)果常常編大。上海藥用包裝材料測試所應(yīng)用美國摩根(MOCON)的透氧儀(試驗(yàn)時,兩側(cè)壓力相等)與德國的壓差法的透氧儀進(jìn)行了對比實(shí)驗(yàn),結(jié)果表明壓差法的測量結(jié)果偏大,特別是當(dāng)氧氣透過率小于5.鰣肺.24.h.1atm時更為明顯。
③壓差法的測試過程中材料的兩側(cè)存在壓差,這會破壞某些較為脆弱的材料的結(jié)構(gòu),生產(chǎn)小的裂紋,針孔等缺陷,壓差的存在還會使材料產(chǎn)生形變,使材料厚度變薄,透氣面積增大,從而影響實(shí)驗(yàn)結(jié)果;測試過程中壓差的存在,不利于試樣的固定和密封,容易產(chǎn)生泄漏,而外界氣體進(jìn)入系統(tǒng)的低壓室,檢測系統(tǒng)又不能進(jìn)行識別;試驗(yàn)材料兩側(cè)存在壓差,因而在試驗(yàn)過程中的試驗(yàn)是要受外力的狀態(tài)下進(jìn)行測試的,材料的受力狀態(tài)會改變材料的一些微觀結(jié)果,因而會對材料的阻鎘性能有一定的影響,雖然目前沒有這方面的研究報告,但對于某些材料平說這是一個不能忽略的問題。
④壓差法由于其檢測手段的局限性,一般不能檢測包裝件的透氣性,而包裝性透氣性對于評價包裝的密閉是最可靠的。
⑤壓差法由于其實(shí)驗(yàn)方法的局限性,儀器的精度較低,一般測量的最低量僅為1.0一3.5ml/m2.24h.1atm,目前該類儀器最好的也不過0.5ml/m2.24h.1atm,而且在低透過量的條件下,實(shí)驗(yàn)的重復(fù)性較差。電量分析型氧氣透過率測試儀的原理是用試驗(yàn)?zāi)じ舫蓛蓚€獨(dú)立的氣流系統(tǒng),一側(cè)為流動的待測氣體(可以是純氧氣或含氧氣的混合氣體,可以設(shè)定相對濕度),另一側(cè)為流動的具有穩(wěn)定相對濕度的氮?dú)狻T嚇觾蛇叺目倸鈮合嗟龋醯姆謮翰煌谘鯕獾臐舛炔钭饔孟拢鯕馔高^薄膜。通過薄膜的氧氣在氮?dú)饬鞯妮d運(yùn)下送至電量分件傳感器中,電量分析傳感器能精確地測量出氣流中所含的氧氣量,從而計算出材料的氧氣透過率。
電量分析型氧氣透過率測試儀可以控制不同的濕度、溫度及不同氧含量的氣體等測試條件,能更有效地模擬包裝在實(shí)際的使用條件,測試過程中試樣兩測壓力相同,有利于減少試驗(yàn)過程中的泄漏和對試樣的破壞,由于電量分析型氧氣透過率測試儀能準(zhǔn)確測定透過氣體中氧氣的成份,因而測試結(jié)果更準(zhǔn)確、可靠。電量分析型氧氣透過率測試儀由于其設(shè)計的合理及檢測探頭的高靈敏度,其檢測精度相當(dāng)高,檢測最低量一般可達(dá)到薄膜為:0.01ml/m2.24h.1atm,包裝件為:0.001ml/m2.24h.1atm。對于高精度的檢測儀則檢測最低量可達(dá)到薄膜為:0.001 ml/m2.24h.1atm,包裝件為0.00005ml/m2.4h.1atm,其精度比壓差法高500倍。當(dāng)然該儀器也有缺點(diǎn),就是價格昂貴,生產(chǎn)廠家不多,而且其檢測使用壽命不長,對于高氧氣透過率的材料,測試過程中對檢測探頭的壽命影響不大,試驗(yàn)成本較高。
對于含鋁箔的高阻鎘性包裝材料,其氧氣透過率用壓差法來檢測是欠妥的,因?yàn)槠溲鯕?/span>透過率較低,一般都在0.5ml/m2.4h.1atm以下。據(jù)了解,用美國摩根的電量分析型氧氣透過率測試儀測量含鋁箔的高阻鎘性包裝材料常常小于0.2ml/m2.24h,1atm。根據(jù)鋁箔的針孔進(jìn)行理論計算,一般良好的鋁箔復(fù)合包裝材料的氧氣透過率小于0.1ml/m2.24h.1atm,其測量精度為0.3ml/m2.24h.1atm。顯然不能滿足檢測含鋁箔的高阻隔包裝材料的要求。某藥品包裝材料檢測站在一次抽檢中,氧氣透過量采用日本東洋精機(jī)的氧氣透過率測試儀(壓差法),結(jié)果所有含鋁箔的復(fù)合材料全部不合格(0.5ml/m2.24h.1atm),而送至上海藥品監(jiān)督局包裝材料科研檢測中心采用美國摩根(mocon)的氧氣透過率測試儀(電量分析型)檢測卻全部合格。對于PA和EVOH等氧氣透氣率與環(huán)境濕度影響較大的包裝材料,因壓差法只能在相對濕度RH=0%的條件下檢測,因一般也應(yīng)采用電量分析型氧氣通過率測試儀進(jìn)行檢測。
目前我國所使用的氧氣透過率檢測儀器基本上上都是壓差法的,而且以日本東洋精機(jī)的產(chǎn)品居多。國內(nèi)氧氣透過率僅有GBl038《塑料薄膜和薄片氣體透過性試驗(yàn)方法壓差法》這一標(biāo)準(zhǔn),檢測單位也由于標(biāo)準(zhǔn)的原因,而購買壓差法的氧氣透過率測試儀。目前制定一個類似ASTMD3985的電量分析法測量氧氣透過率的國家標(biāo)準(zhǔn),用于測定高阻隔性和濕靈感性復(fù)合包裝材料的氧氣透過率是相當(dāng)有必要的。
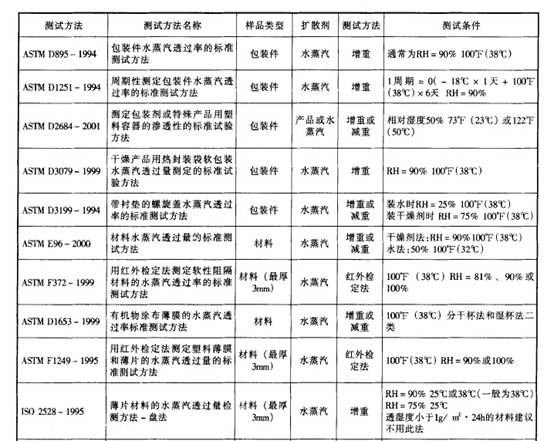
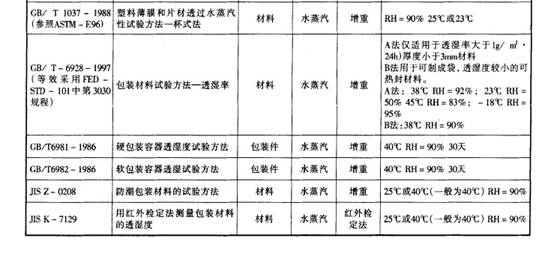
2.水蒸汽透過率的檢測
目前國內(nèi)外常用的水蒸氣透過率的測試方法見表2,從檢測原理上來分,主要有稱重法和紅外檢定法兩類。
稱重法的原理是先將一定的干燥劑(一般用無水氯化鈣)放入透濕杯中,在透濕杯放上被檢測的薄膜,并用蠟密封,使透濕杯內(nèi)形成一個封閉的空間,將透濕杯放人恒溫濕的環(huán)境中,水蒸氣透過測試材料后被干燥劑吸收,以適當(dāng)?shù)臅r間稱量透濕杯的增重,從而計算出水蒸氣的透過率。作為透濕杯的發(fā)展變形,容器可以是袋、瓶或其它一些容器。稱重量法具有簡單、方便以及儀器設(shè)備價格低廉等優(yōu)點(diǎn)。我國的GB/T1037—1998《塑料薄膜和片材透水蒸汽性試驗(yàn)方法杯試法》、GB/T6982—1997《包裝材料試驗(yàn)方法透濕率》。GB/T698l一1986《硬包裝容器透濕度試驗(yàn)方法》、GB/T6982—1986《軟包裝容器透濕度試驗(yàn)方法》都是采用稱重法。但我們從其試驗(yàn)設(shè)計和實(shí)踐中都可以發(fā)現(xiàn)稱重法具有如下明顯的缺點(diǎn):
①稱重法無法在一個穩(wěn)定的狀態(tài)下進(jìn)行實(shí)驗(yàn)。本來水蒸汽的透過是在一個滲透的平衡狀態(tài)下測定的,擴(kuò)散和滲透從一個非平衡態(tài)到一個平衡態(tài)需要一定的時間,這就是我們所說的平衡時間。而有些方法(如GB/T1037—1988)的試樣是在23℃的絕對干燥條件下平衡3min后進(jìn)行稱量的,這必然會破壞原來測試條件下的擴(kuò)散和滲透平衡,從而影響實(shí)驗(yàn)結(jié)果的準(zhǔn)確性。GB/T16928—1997雖然已注意到了這一問題,規(guī)定“稱量最好在試驗(yàn)環(huán)境中進(jìn)行,否則稱量時間不能超過30秒”,但在實(shí)際操作中,很少把高精度的天平放在38℃,相對濕度90%的條件下使用,稱量時間不超過30秒,更是很難做到的事。
②重復(fù)性差。稱重法(特別是杯式法)測試過程中環(huán)節(jié)很多,操作人員的試樣制備習(xí)慣、稱量習(xí)慣都對實(shí)驗(yàn)結(jié)果產(chǎn)生很大的影響,因而實(shí)驗(yàn)的重復(fù)性較差。據(jù)美國AS聊報道,同一材料不同實(shí)驗(yàn)室采用稱重法測量材料的水蒸汽透過率,其誤差可高達(dá)20%,而紅外檢定法其誤差僅為3%。
③可靠性差。稱重法中的杯式法用密封蠟密封,密封蠟的組成和其質(zhì)量對實(shí)驗(yàn)結(jié)果有較大影響,一方面密封蠟若質(zhì)量不好,容易在密封時產(chǎn)生微泄漏,從而產(chǎn)生誤差,另一方面,密封蠟在38℃的條件下,存放長時間會引起重量變化,GB/T1037—1987雖然也考慮到了這方面的問題,并規(guī)定“密封蠟應(yīng)在38℃,相對濕度90%條件下暴露不會軟化變形,若暴露面積為50cm2,則24h內(nèi)質(zhì)量變化不能超過1mg”。從這一句話中我們就可以明顯看出該法的檢驗(yàn)精度不可能高于0.2g/m2.24h。
④測量時間長。由于稱重法的準(zhǔn)確度和精密度較差,重量法一般需要很長的檢測時間,其檢測時間是紅外檢定法的20倍,一般3g/m2.24h的包裝材料需要約10天的檢測時間。
⑤精度低,適用范圍窄。正因?yàn)榉Q重法(特別是其中的杯式法)的測量誤差較大,因而一些標(biāo)準(zhǔn)(如IS02528—1995、GB/T16928一1997)明確規(guī)定透濕率小于1g/m2.24h的包裝材料的檢測不適用干杯式稱重法。
紅外檢定法的原理是用試驗(yàn)薄膜隔成兩個獨(dú)立的氣流系統(tǒng),一側(cè)為具有穩(wěn)定相對濕度的氮?dú)饬鳎硪粋?cè)為絕對干燥的氧氣氣流,水蒸氣從潮濕的氮?dú)饬饕粋?cè)透過薄膜到達(dá)干燥的氮?dú)饬鳎㈦S著干燥的氮?dú)饬髁飨蚣t外檢定傳感器,測量出氮?dú)庵兴羝暮浚M(jìn)而得出水蒸汽透過率。紅外檢定法在整個實(shí)驗(yàn)過程中全自動測定,不破壞擴(kuò)散和滲透的平衡,因而其結(jié)果準(zhǔn)確可靠,同時由于紅外檢定法其檢測傳感器的高靈敏度,因而可以在短時間內(nèi)測量高阻隔性的材料。紅外檢定法測試儀器的檢測精度一般可達(dá)到材料為0.005g/m2.24h,包裝件為0.000052g/24h,紅外檢定法的精度是稱重法的100倍。
我國現(xiàn)有的水蒸汽透過率檢測儀器,有稱重法和紅外檢定法,目前國家標(biāo)準(zhǔn)僅有稱重法。對于水蒸汽透過率較大的包裝材料可以用杯式稱重法。即GB/T 1037—1988,對于水蒸汽透過率較小,而雙可熱封的材料,可用成袋的稱重法,即GB/T 16928—1997的B法;對于水蒸汽透過量較小,且不可熱封的材料或結(jié)構(gòu)中含有吸濕性較大的材料(如紙、玻璃紙、尼龍等)時~般應(yīng)以紅外檢定法為宜。紅外檢定法試驗(yàn)重復(fù)性好、精度高、適應(yīng)材料廣,當(dāng)對包裝材料的透濕性能有較高要求,或需對材料透濕性作精密測量時,建議采用紅外檢定法來測量。可惜的是,目前還沒有紅外檢定法測量包裝材料透濕率的國家標(biāo)準(zhǔn)。
3.注意事項(xiàng)
包裝材料的滲透性能,不論是水蒸汽透過率還是氧氣透過率,在檢測和檢測結(jié)果的應(yīng)用過程中應(yīng)注意如下幾個問題:
①滲透率這一概念是在薄膜符合虎克定律(FicRian)條件下得出的,對于氧氣而言,除了個別吸氧材料外,一般都是符合虎克法定律。但是由于水蒸汽和有機(jī)物的滲透過程中,會與不少聚合物會發(fā)生相互作用,因而一般屬于非虎克定律型擴(kuò)散。
②對于復(fù)合材料,其結(jié)構(gòu)不一定對稱,因而存在試樣的正反面問題。某些材料,如PVDC涂布BOPP或PVDC與PvC復(fù)合硬片,其正反面的氧氣透過率測量結(jié)果差別較大,有時甚至可以達(dá)到1倍之差。這是因?yàn)樵趯?shí)際測試過程中,所測得的結(jié)果是穿過試樣的滲透和密封部的滲透兩者之和。在藥品的泡罩包裝中使用的PVDC和PvC復(fù)合硬片,有些廠家是用PVDC面與PTP鋁箔熱封,有些廠家用PvC面與PTP鋁箔熱封,從原理是講,應(yīng)該是高阻鎘層PVDC與PTP鋁箔熱封才合理,因?yàn)檫@樣可以最有效地密封藥品。
③對于吸附性吸濕性較大的包裝材料,在試驗(yàn)過程中應(yīng)考慮其吸附和脫附等對實(shí)驗(yàn)結(jié)果的影響,同時應(yīng)清楚平衡時間一般較長,而且即使是同一環(huán)境下,經(jīng)過不同過程的平衡態(tài)也未必相同,這就是說材料的平衡態(tài),不但與平衡的環(huán)境有關(guān),而且與過程有關(guān)。
④應(yīng)該高度重視檢測過程中的泄漏問題,任何實(shí)驗(yàn)得出的水蒸汽透過率和氧氣透過率都是滲透和泄漏的總和,只有在泄漏可以忽略不計的條件下,所測得的滲透才是準(zhǔn)確的。操作的細(xì)節(jié)和一些輔助材料(如密封蠟,真空脂等)都對測試過程中的泄漏有重大影響。
⑤包裝材料與包裝件是兩個不同的概念,用高阻鎘性的包裝材料,不一定可以生產(chǎn)出高阻隔性的包裝件。從包裝材料到包裝件,從包裝件到到消費(fèi)者手中,在這一過程中其中許多因素都會影響產(chǎn)品的最終阻隔性能。
三、包裝的泄漏
包裝的泄漏一般有兩類:一類是由于設(shè)計和結(jié)構(gòu)本身的原因而產(chǎn)生的不可避免的泄漏(如瓶與瓶蓋的泄漏),這種泄漏要通過改變包裝的設(shè)計和結(jié)構(gòu)才能解決問題(如瓶與瓶蓋的泄漏可通過增加瓶口熱封墊片來解決泄漏);另一類是由于包裝在制造、運(yùn)輸?shù)冗^程中產(chǎn)生的缺陷造成的泄漏,這種泄漏在不改變設(shè)計和結(jié)構(gòu)的條件下,通過調(diào)整能得到解決。確定一個包裝中是否存在泄漏,以及判定泄漏的位置,對于包裝工程來說是十分重要的。目前國內(nèi)外常用的包裝泄漏測試方法如表3。
表3 包裝氣密性測試方法
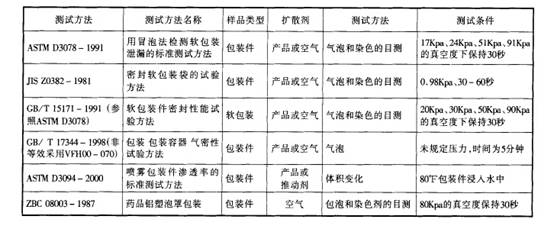
從測試方法來看,包裝的泄漏一般以定性為主,其檢測目的也主要是檢測包裝件在包裝材料的生產(chǎn)、包裝的成型、充填、熱封、殺菌以及貯存、運(yùn)輸銷售過程中是否存在某些缺陷而造成產(chǎn)品的泄漏。
由產(chǎn)品的缺陷造成的泄漏一般有兩種:壓穿和漏封。壓穿是指包裝材料受外力的擠壓而形成一個穿透的孑L或裂紋,其產(chǎn)生原因一般有:
①熱封壓力太大。在熱封過程中,如果熱封壓力或熱封模具不平行,造成局部壓力過大,常常會壓穿一些較為脆弱的包裝材料。
②熱封模粗糙、有棱角或異物。制造不良的熱封新模常常會壓傷包裝材料,有些熱封模碰傷后會產(chǎn)生鋒利的棱,也極易壓穿包裝材料。
③包裝材料的厚度選擇不對。有些包裝機(jī)械對包裝材料的厚度有要求,如果厚度太大,包裝袋的某些位置可能會壓穿。如枕型包裝機(jī),其包裝材料的厚度一般不應(yīng)大于60IIM,如果包裝材料太厚,在枕型包裝的中封部位就極易壓斷。
④包裝材料的結(jié)構(gòu)選擇不對。有些包裝材料其抗壓穿性能較差,不能用于包裝一些較硬的有棱角的東西,如用紙鋁塑復(fù)合材料用于包裝顆粒沖劑,就很容易造成壓穿。
⑤包裝的模具設(shè)計不當(dāng)。在設(shè)計過程中,若熱封膜的模孔與所包裝物的形狀和大小不相符,而包裝材料的機(jī)械強(qiáng)度又不同,在包裝過程中也很容易壓穿或壓裂包裝材料。
漏封是由于某些因素存在,使本應(yīng)通過加熱融熔結(jié)合的部位,沒有封上,漏封一般有如下幾種原因:
①熱封溫度不夠。同一包裝材料在不同的熱封部位要求的熱封溫度不同,不同的包裝速度要求的熱封溫度不同,不的包裝溫度要求的熱封溫度不同,包裝設(shè)備縱封和橫封要求的熱封溫度不同,同一塊熱封模,不同部位的溫度也可能不一樣,這些都是在包裝中必須考慮的問題。對于熱封設(shè)備來說,還存在一個控溫精度的問題,目前國產(chǎn)包裝設(shè)備其控溫精度較差,一般都有±lO℃的偏差,就是說,如果我們控制的溫度為140℃的話,實(shí)際上在包裝過程中其溫度在130℃一150℃之間。許多公司的氣密性檢查,都采用成品中隨機(jī)抽樣來檢查,其實(shí)這并非是一種好的方法。最可靠的方法是在溫度變化范圍內(nèi)的最低溫度點(diǎn)取樣,而且應(yīng)連續(xù)取樣,使樣品能足夠覆蓋模具縱橫向的各部位。
②封口部位受污染。在包裝的填充過程中、包裝材料的封口位置常常被包裝物所污染,污染一般又分為液體污染和粉塵污染。解決封口部位受污染的問題可以通過改進(jìn)包裝設(shè)備,使用抗污染、抗靜電的熱封材料等方法來解決。
③設(shè)備和操作方面的問題。如熱封膜夾有異物,熱封壓力不夠,熱封膜具不平行等。
④包裝材料的問題。如電暈過面,熱封層爽滑劑太多而引起熱封不良等。
包裝的泄漏在實(shí)際中還存在一種“半漏泄”,就是說在包裝產(chǎn)品的成型、充填、熱封、殺菌以及運(yùn)輸和銷售過程中,雖然沒有產(chǎn)生內(nèi)外連通的穿孔泄漏現(xiàn)象,但其高阻隔層(如鋁箔、S10)【阻隔涂層或鍍層)產(chǎn)生了折裂或針孔,“半泄漏”將嚴(yán)重影響包裝件的整體密封性能,在包裝工程中是一個不可忽略的因素。筆者曾對鋁箔的針孔及其對阻隔性能的影響,做過一些研究工作,并得出了由鋁箔針孔參數(shù)計算鋁箔及其復(fù)合材料的氧氣透過率和水蒸汽透過率的理論公式。如何在包裝的設(shè)計、材料的選擇、包裝設(shè)備的配合等方面減少包裝材料在包裝過程和流通過程阻隔層的折裂和針孑L;如何檢測包裝材料的耐折裂性能,如何評價阻隔層折裂后對包裝件影響,這些都是在實(shí)踐中很有意義的課題。
四、結(jié)束語
筆者在長期的生產(chǎn)和實(shí)踐中,遇到許多包裝的滲透和泄漏方面的問題,覺得其涉及面很廣,包括包裝材料的生產(chǎn)、使用、包裝設(shè)備的配套、包裝成品貯存、運(yùn)輸和銷售及最終消費(fèi)者的使用等全過程。目前國內(nèi)的水蒸汽和氧氣透過量的檢測中更是問題多多,故寫此文章,希望能拋磚引玉,對有關(guān)滲透和泄漏的標(biāo)準(zhǔn)制定及實(shí)際的包裝材料的生產(chǎn)和使用中有所指導(dǎo)。
參考文獻(xiàn)
【1】日本東洋精機(jī)(TOYOSEIl(I)技術(shù)資料2001年
【2】美國摩根(MOCON)技術(shù)資料2000年
【3】韓雪山,包裝材透氣性能測試方法的研究與探討,中國包裝,2000(4):58—60
【4】韓雪山,關(guān)于包裝材料透濕性測試方法的探討地,中國包裝,200l(3):35—41
【5】廖啟忠,鋁箔針孔及其對阻隔性的影響,塑料包裝,1999(4):35—41
【6】M耐lyn Bakker,ne wiley Encyclopedia of Packaging 1986
【7】邱麗萍譯阻鎘型包裝材料滲透性測試新技術(shù),中國包裝__包裝的滲透和泄漏
作者: 廖啟忠
刊名:《塑料包裝》
英文刊名: PLASTICS PACKAGING
年,卷(期): 2002,12(1)
被引用次數(shù): 5次
參考文獻(xiàn)(7條)
1.日本東洋精機(jī)(TOYOSEIKI)技術(shù)資料2001年
2.美國摩根(MOCON)技術(shù)資料2000年
3.韓雪山包裝材透氣性能測試方法的研究與探討 2000(04)
4.韓雪山關(guān)于包裝材料透濕性測試方法的探討地 2001(03)
5.廖啟忠鋁箔針孔及其對阻隔性的影響 1999(04)
6.Marilyn Bakker The Wiley Encyclopedia of Packaging 1986
7.邱麗萍阻鎘型包裝材料滲透性測試新技術(shù)[期刊論文]-中國包裝工業(yè) 2001(04)
本文讀者也讀過(9條)
1. 食品包裝的滲透和泄漏[期刊論文]-中國包裝工業(yè)2008(7)
2. 邱麗萍 阻隔型包裝材料滲透性測試新技術(shù)[期刊論文]-中國包裝工業(yè)2001(4)
3. 龐然.汪仁煌.龔雄文.譚義.PANG Ran.WANG Ren-huang.GONG Xiong-wen.TAN Yi 薄膜材料透氣量系數(shù)擬合的研
究與實(shí)現(xiàn)[期刊論文]-廣東工業(yè)大學(xué)學(xué)報2007,24(2)
4. 董志武 碳?xì)浠衔镒韪粜园b材料涂層[期刊論文]-中國包裝工業(yè)2002,97(7)
5. 杜振杰.高萬玉.田豐.陳世謙氣體滲透鍍鋁薄膜機(jī)理研究[期刊論文]-包裝工程2002,23(4)
6. 李乃哲 高孔隙率多孔鋁合金制備及其性能研究[學(xué)位論文]2004
7. 陳黎敏.蔡惠平.CHEN Li-min.CAI Hui-ping 包裝復(fù)合薄膜滲透性的模擬分析[期刊論文]-包裝工程2006,27(2)
8. 楊帥 包裝用薄膜氣體滲透的計算機(jī)模擬[學(xué)位論文]2010
9. 蘇遠(yuǎn).趙德堅(jiān)壓差對塑料薄膜透氣性能的影響[期刊論文]-包裝工程2003,24(3)
引證文獻(xiàn)(5條)
1.蘇遠(yuǎn).張目清.趙江.姚平塑料包材透氣性能測試研究——壓差對透氣性能的影響[期刊論文]-塑料包裝 2008(1)
2.蘇遠(yuǎn).趙德堅(jiān)壓差對塑料薄膜透氣性能的影響[期刊論文]-包裝工程 2003(3)
3.蘇遠(yuǎn).趙德堅(jiān).方劍塑料包材透氣性能測試研究——壓差法和等壓法之異同[期刊論文]-湖南工業(yè)大學(xué)學(xué)報
 復(fù)合膜食品包裝的滲透和泄露檢測分析方法.pdf
復(fù)合膜食品包裝的滲透和泄露檢測分析方法.pdf上一篇:已經(jīng)是第一篇了
下一篇:常見塑料英文對照中文名稱